Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.





04-04-2023, 10:50
Specyfika sektora przetwórstwa tworzyw sztucznych wiąże się z szeregiem komplikacji, które sprawiają, że efektywne zarządzanie produkcją staje się nie lada wyzwaniem. W ramach całej branży, produkcja metodą wtrysku wymaga bardzo szczególnego podejścia do organizacji procesów produkcyjnych. Firmy działające w tym sektorze dostarczają swoje wyroby do bardzo restrykcyjnych odbiorców narzucających szereg wymogów związanych z terminami realizacji, oczekiwaniami cenowymi oraz odpowiednią dokumentacją. Aby działać sprawnie, należy odpowiednio gospodarować surowcem, odpadami oraz precyzyjnie planować produkcję. Dodatkowym wyzwaniem, szczególnie w obszarach mniej zautomatyzowanych, stanowi ograniczona dostępność pracowników.
Jak narzędzia IT pomagają w zarządzaniu produkcją w branży przetwórstwa tworzyw sztucznych?
Producenci w branży przetwórstwa tworzyw sztucznych produkujących metodą wtrysku detale dla innych firm, muszą spełnić bardzo restrykcyjne wymogi swoich odbiorców. W szczególności dotyczą one terminowości realizacji dostaw. Wszelkie opóźnienia w realizacji mogą skutkować surowymi karami umownymi oraz wstrzymaniem współpracy z partnerem. Wobec tego, jakiekolwiek nieplanowane zmiany w zakresie dostępności surowca, zasobów maszynowych czy personelu produkcyjnego mogą wpłynąć nawet na to, czy firma dalej będzie funkcjonować. Jak przygotować organizację produkcji na nieprzewidywalne sytuacje, zwiększając w ten sposób bezpieczeństwo działania przedsiębiorstwa?
Wysoki wskaźnik OTIF (ang. On Time In Full) uzyskuje się właściwie planując i harmonogramując produkcję. Przy wykorzystaniu systemu do planowania i harmonogramowania produkcji klasy APS (ang. Advanced Planning and Scheduling), uwzględniając w planie produkcyjnym wszystkie niezbędne i dostępne zasoby (maszyny, formy, surowiec, operatorów), przezbrojenia i przestoje oraz inne ograniczenia procesowe, można precyzyjnie określić termin realizacji zlecenia. Co więcej, bazując na danych historycznych zarejestrowanych w systemie MES (ang. Manufacturing Execution System) na temat tego, ile trwa uruchomienie produkcji na danej formie po przezbrojeniu przez konkretnego pracownika, możemy również w planie produkcyjnym uwzględnić czas potrzebny na wyprodukowanie pierwszego poprawnego detalu. System klasy APS umożliwia także wydłużenie horyzontu planowania. Dzięki temu możliwe jest agregowanie zleceń i wydłużenie partii produkowanych na jednej formie, co jest niezwykle korzystne ze względu na czasochłonne i kosztowne przezbrojenia. Harmonogramowanie operacji może być realizowane według określonych parametrów, np. typu granulatu, dodawanych barwników, czy użytej formy. System APS uwzględnia macierze zależności związane z zastosowaniem konkretnej formy na konkretnej wtryskarce. Dobry system klasy APS daje również możliwość tworzenia różnych scenariuszy planów produkcyjnych w zależności od przyjętych kryteriów. Precyzyjne odwzorowanie specyfiki firmy wtryskowej związanej z formami wielogniazdowymi to jeden z elementów, który wyróżnia zaawansowane systemy klasy APS. Ułatwia pracę planisty, gdy pojawiają się formy wielogniazdowe, w których równocześnie wytwarzać można różne detale w ramach jednego cyklu.
Drugim, często spotykanym wymogiem w branży przetwórstwa tworzyw sztucznych jest konieczność zapewnienia stałej wysokiej jakości produkowanych detali. Czasem niezbędna jest tu weryfikacja poprawności wykonania każdego pojedynczego elementu. Niektórzy z odbiorców, szczególnie w branży automotive, poza kontrolą jakości każdej sztuki oczekują od swoich dostawców zapewnienia traceability co do sztuki. Oznacza to, że producent musi wykazać, z jakiej partii granulatu wykonany jest konkretny detal, co wiąże się z koniecznością ewidencjonowania i kontrolowania granulatu – problem złożony w przypadku zastosowania zasypu centralnego, który zasila wiele maszyn. W zasypie centralnym ciężko też określić, kiedy skończy się dana partia surowca. Jak poradzić sobie z tymi problemami?
Dobry system klasy MES wspiera procesy kontroli jakości dzięki ewidencjonowaniu wszystkich działań na produkcji oraz parametrów przebiegu procesu produkcyjnego. Jest to o tyle istotne, że w przypadku technologii wtrysku nawet niewielka zmiana parametrów procesu (np. temperatura czy ciśnienie) może znacząco wpłynąć na jakość wyrobów gotowych. Dzięki systemowi MES z funkcją traceability dokładnie wiadomo, który detal został wykonany, kiedy i na jakiej maszynie oraz przez którego operatora. Dodatkowo funkcjonalność traceability pozwala na określenie, z jakiej partii granulatu wykonany jest dany detal. W systemie klasy MES ewidencjonowane jest zużycie danej partii granulatu, co pozwala także spełnić restrykcyjne wymogi dla odbiorców z branży samochodowej, przemysłu spożywczego, farmaceutycznego czy wyrobów medycznych. Analizując dane historyczne z systemu MES, które wskazują na jakiej założonej formie, na jakiej wtryskarce kto i co wyprodukował, można określić czy ilość braków jest w normie. Odchylenie może oznaczać konieczność regeneracji formy. Analiza ilości braków pozwala także skontrolować działania pracownika określającego detale prawidłowe i wadliwe, wskazując czy jego oceny są zbyt restrykcyjne czy zbyt mało rygorystyczne. Dodatkowo czynności kontroli jakości realizowane przez operatora są wspierane poprzez udostępnienie mu dokumentacji wyrobu na terminalu produkcyjnym. Pracownik może zobaczyć zdjęcie lub rysunek wzorcowego detalu z kilku perspektyw, może też przejrzeć jego potencjalne wady jakościowe. Pozwala to zminimalizować ryzyko akceptacji wadliwego lub odrzucenia dobrego detalu w manualnym procesie kontroli jakości.
Kolejnym charakterystycznym problemem w przypadku przetwórstwa tworzyw sztucznych metodą wtrysku jest odpowiednie zarządzanie parkiem maszynowym oraz formami. Formy wtryskowe, będące niejednokrotnie bardzo kosztownym oprzyrządowaniem, czasem powierzonym przez zleceniodawcę, wymagają kontroli żywotności oraz odpowiedniego planowania działań konserwacyjnych i regeneracyjnych. Jak plany te powiązać z organizacją produkcji?
Terminowość dostaw wymaga właściwego zarządzania utrzymaniem ruchu. Pojawia się także potrzeba synchronizacji planów produkcyjnych z planami remontowymi i planowanymi przeglądami maszyn. W tym pomaga system klasy CMMS (ang. Computerised Maintenance Management Systems), który integruje się z systemem APS, dzięki czemu planista w systemie APS podczas tworzenia planu będzie uwzględniał dostępność poszczególnych zasobów, w wyniku czego otrzyma wiarygodne terminy realizacji zleceń. Jeśli któreś zlecenie nie będzie mogło być zrealizowane w terminie, istnieje możliwość korekty planu remontowego. Poza wspieraniem działań prewencyjnych, które zwiększają dostępność zasobów, system CMMS pomaga także szybko i sprawnie wyeliminować nieplanowane przestoje. Dzięki połączeniu systemu CMMS z panelem operatorskim systemu klasy MES, pracownik szybko może zgłosić awarię, której sam nie jest w stanie usunąć, a taka informacja natychmiast trafia do szefa UR, który generuje zlecenie serwisowe, wysyłane automatycznie na telefon komórkowy technika służb UR. Technik na miejscu awarii może określić planowany termin przywrócenia maszyny do działania, co znów ujmowane jest w planach produkcyjnych. Zarejestrowane w systemie MES dane o ilości braków i przestojach maszyny wskazują, kiedy konieczna będzie wymiana lub regeneracja formy. Dane dotyczące ilości dostępnych form, ich gniazdowości (w przypadku form wielogniazdowych), planowanej żywotności czy regeneracji mogą być odzwierciedlone w planie produkcyjnym tworzonym w systemie APS. Wykorzystanie dodatkowo systemu klasy TCS (ang. Tool Control System) do zarządzania narzędziownią pozwala na automatyzację zbierania informacji o zużyciu form przy jednoczesnej ich pełnej identyfikowalności.
Specyfika branży przetwórstwa tworzyw sztucznych w technologii wtryskowej związana jest z trudnością w określeniu ilości zużytego tworzywa na dany detal. Surowiec jest trudno policzalny ze względu na różne parametry fizykochemiczne, ciężko określić normy zużycia oraz rzeczywiste zużycie konkretnej partii granulatu na daną partię produkcyjną. Dodatkowo pojawia się problem z niedokładnymi wypraskami, nadmiary w wypraskach, puste cykle pracy maszyny oraz wadliwe detale po przezbrojeniu i ustawieniu maszyn. W konsekwencji wyzwaniem jest precyzyjne określenie aktualnych stanów magazynowych, co z kolei wpływa na utrzymywanie zbyt wysokich lub niskich zapasów i albo generuje problemy z terminową realizacją zleceń, albo zbyt duże koszty logistyczne. Realizowane inwentaryzacje (czasem tylko raz w roku) post factum wskazują na braki zgodności danych w systemie ERP (ang. Enterprise Resources Planning) ze stanem faktycznym. Wyzwania te nakładają się na bardzo niską marżowość niektórych wyrobów, co w połączeniu z rosnącymi kosztami surowców, energii i pracowników sprawia, że niektórzy producenci działają na granicy opłacalności. Jak precyzyjnie rozliczać koszty produkcji, by zapewnić rentowność działalności operacyjnej?
Aby precyzyjnie rozliczać koszty i stany magazynowe konieczna jest szczegółowa i precyzyjna ewidencja produkcji. W systemie MES rejestrowane są wszystkie parametry procesu produkcyjnego oraz wykonywane operacje. Na terminalu produkcyjnym operator musi wskazać ilość wyprodukowanych prawidłowych i wadliwych elementów. Ilość elementów wyprodukowanych ewidencjonowana jest w systemie MES i automatycznie trafia do systemu ERP lub WMS (ang. Warehouse Management System). Ewidencja wyrobów wadliwych wpływa na dalszy proces zarządzania brakami i odpadami (o czym poniżej). Rejestrowane są zużycia ponadnormatywne, które są sygnałem do zweryfikowania prawidłowości prowadzenia procesu, stanu technicznego maszyn i form oraz kompetencji pracownika. Większą precyzję zbierania danych z maszyn zapewnia system MES z funkcjonalnością IoT (ang. Internet of Things). W ten sposób ogranicza się ryzyko popełnienia błędu przy wprowadzaniu danych przez operatora. Na podstawie liczby, wagi lub ilości wykonanych detali oraz wagi lub ilości braków, możliwe jest wyliczenie zużycia surowca oraz precyzyjne rozliczenie kosztów danego zlecenia produkcyjnego. Z kolei projekcję kosztów umożliwia system zarządzania technologiami TCW (ang. Technology Creator Wizard), w którym możliwe jest wyliczenie TKW (technicznego kosztu wytworzenia).
Każde przezbrojenie maszyny wiąże się z dużym prawdopodobieństwem powstania detali niekompletnych lub wadliwych podczas ponownego ustawiania maszyny, natomiast sama specyfika technologii wtrysku powoduje, że w zależności od formy i kształtu detalu mogą powstawać nadmiary w wypraskach. Charakterystyczną cechą przetwórstwa tworzyw sztucznych jest możliwość ponownego wykorzystania części odpadów produkcyjnych, ale wymaga to właściwego nadzoru i nadawania nowego numeru partii produkcyjnej. Jak tego dokonać?
Możliwość zmłynkowania powstałych wyrobów wadliwych pozwala z jednej strony ograniczać koszty produkcji (ponowne wykorzystanie surowca), a z drugiej – koszty związane z utylizacją odpadów, wpisując się z trendy związane z gospodarką obiegu zamkniętego. System klasy MES pozwala na szczegółową ewidencję wyrobów zbrakowanych w podziale na te, które trafiają do młynkowania i te, które trafiają do złomu. Surowiec, który ponownie trafia po regranulacji do produkcji, pojawia się na stanach magazynowych i jest zaewidencjonowany w kolejnych zleceniach produkcyjnych w celu zapewnienia pełnego traceability produkcji. Zarządzanie brakami i odpadami oraz ponownie wykorzystywanym surowcem gwarantuje, że z jednej strony spełnione są wszelkie wymogi związane z jakością wyrobów gotowych, a z drugiej – na rynek nie trafiają produkty bez zarejestrowanej genealogii.
Rosnące koszty pracownicze i ograniczona dostępność pracowników powodują, że niezwykle istotnym staje się właściwe planowanie obsady, uwzględniające nie tylko potrzebną ilość pracowników, ale także ich uprawnienia i kwalifikacje. Rotacje, nieplanowane absencje oraz równocześnie stale rosnące koszty pracownicze utrudniają zarządzanie produkcją, szczególnie w obszarach mało zautomatyzowanych (np. prace montażowe).
System do planowania czasu pracy HRM (ang. Human Resource Management) uwzględnia rzeczywiste zapotrzebowanie na pracowników oraz równocześnie zapewnia zgodność grafików z kodeksem pracy. Przełożony nie musi już zastanawiać się, czy zaplanowany grafik spełnia obowiązujące przepisy. Nie musi się także martwić, czy zaplanowane zadania zostaną zrealizowane. Przy planowaniu grafiku pracy system klasy HRM bierze pod uwagę dostępność pracowników o odpowiednich kompetencjach oraz ich prośby grafikowe. W przypadku nieplanowanych absencji, szybko można zareagować, zmieniając harmonogram produkcji w zależności od dostępnych pracowników o określonych umiejętnościach lub uprawnieniach. Dodatkowo wprowadzenie samoobsługi pracowniczej w ramach platformy XPRIMER, pozwala usprawnić komunikację wewnętrzną oraz odciążyć kierowników od uciążliwych czynności związanych z wnioskami urlopowymi pracowników, planowaniem i zarządzaniem nieobecnościami. Równocześnie zwiększa się efektywność pracy działów administracyjnych, gdyż wprowadzony zostaje elektroniczny obieg dokumentów, procesy przebiegają szybciej, są bardziej transparentne i ograniczone zostaje ryzyko popełnienia błędu. Istnieje ścisły związek między zapotrzebowaniem na zasoby ludzkie wynikającym z zadań w systemie APS a grafikami pracy pracowników. Digitalizacja obu procesów ułatwia ich wzajemną komunikację i osiągnięcie równowagi między zadaniami do realizacji a dostępnością pracowników.
Artykuł reklamowy
Artykuł został dodany przez firmę
Podobne artykuły
Komentarze
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
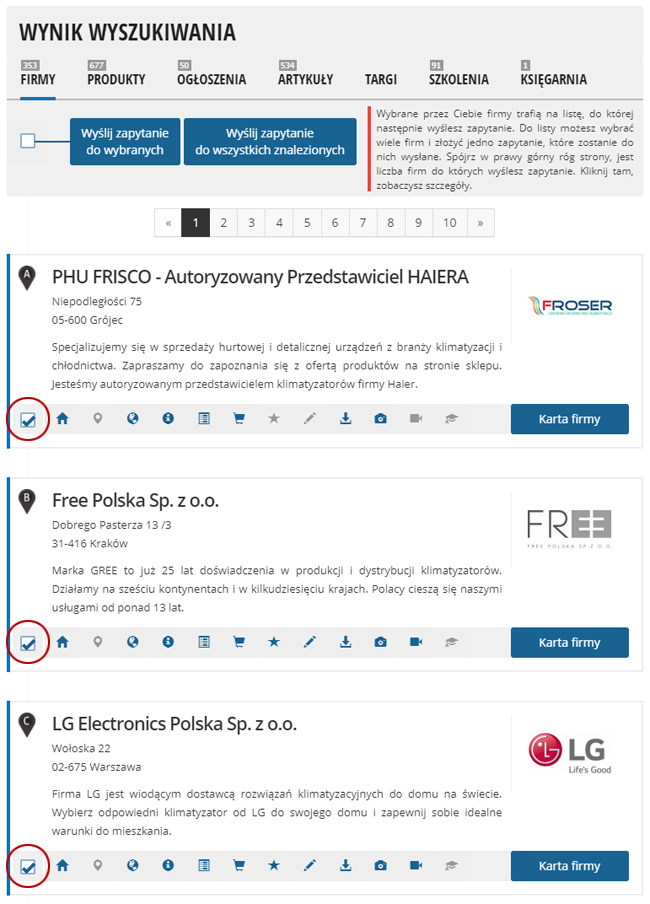
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
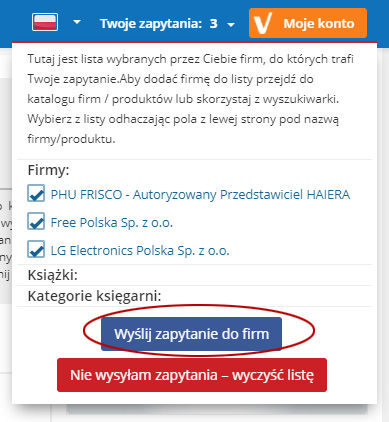
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
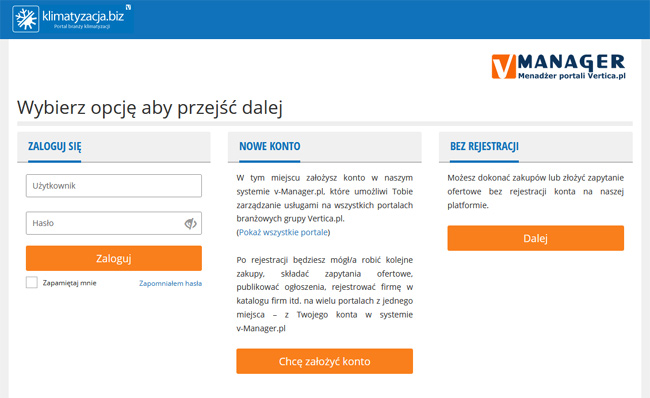
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
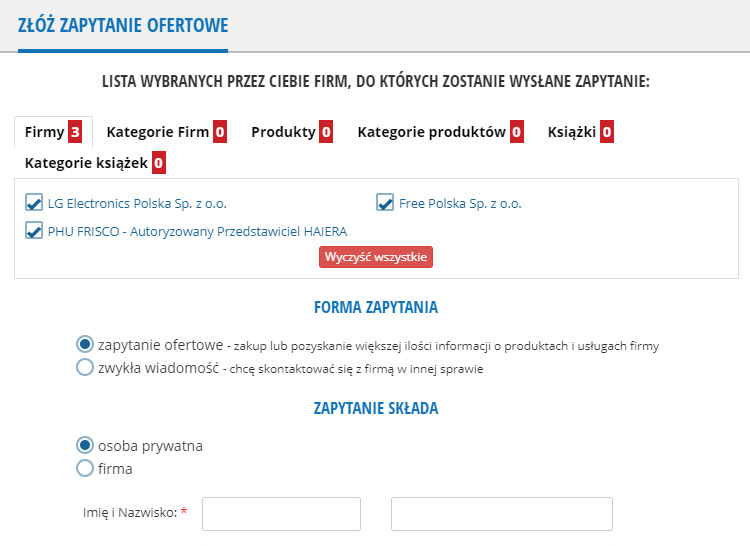
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.