Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.








Regranulaty i przemiały tworzyw sztucznych HDPE HDPE Polietylen o dużej gęstości (PE-HD, HDPE) należący do miękkich i elastycznych termoplastów. Stosuje się go do produkcji pojemników na olej opałowy, kanistrów do paliw, złączek, armatury do wody pitnej i...


Suszarki z gorącym powietrzem serii LHD wykorzystują usuwanie wilgoci powierzchniowej z niehigroskopijnych tworzyw termoplastycznych w postaci granulatu.


Węże pneumatyczne uformowane trwale w kształt sprężystej spirali umożliwiają wygodne podłączenie ruchomych elementów układu.


Dysponując półautomatyczną malarnią oferujemy Państwu malowanie proszkowe wg pełnej palety kolorów RAL elementów wyprodukowanych przez nas, jak i tych dostarczonych przez Państwa.


Pulweryzatory serii PM Zerma to kompaktowe, dużej prędkości i precyzyjne młyny do przetwarzania średnio twardych, odpornych na uderzenia i kruchych materiałów.


Obrzeża meblowe to niezbędne elementy wykończeniowe mebli, które w sposób zdecydowany wpływają na ich estetykę, trwałość i funkcjonalność.


Jako specjaliści w odlewaniu plastiku i wykonywaniu elementów z tworzyw sztucznych oferujemy Państwu szeroki wybór elementów z elastomerów plastycznych.


Seria zaworów zaciskowych 10 HO-Matic z gwintowanymi końcówkami wykonanymi z białego tworzywa POM w obudowie aluminiowej.


Młyny do tworzyw sztucznych pozwalają znacznie zmniejszyć wielkość resztek materiałów i odpadów. Urządzenia te znajdują zastosowanie w rozdrabnianiu zarówno miękkich jak i twardych tworzyw takich jak: PP, PET, PCV, folii, gumy czy drewna.


Szczeliwo splatane z przędzy bawełnianego impregnowanego specjalnym kompozytem na bazie PTFE podczas splatania.


Jako wiodący producent systemów szybkozłączy, Stäubli dostarcza szybkozłącza do wszystkich typów cieczy, gazów i połączeń elektrycznych.


Stacja stanowi modułowy system służący do rozładunku elastycznych, pośrednich opakowań zbiorczych (worków big bag) w różnych konfiguracjach w zależności od zastosowań.


W tej technologii wykorzystując jeden otwór dyszy wtryskowej, wykonujemy w pierwszej fazie częściowy wtrysk materiału A. Następnie następuje przełączenie wtrysku na komponent B. W końcowej fazie w celu zasklepienia punktu wtrysku ponownie jest on przełączany na komponent A.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
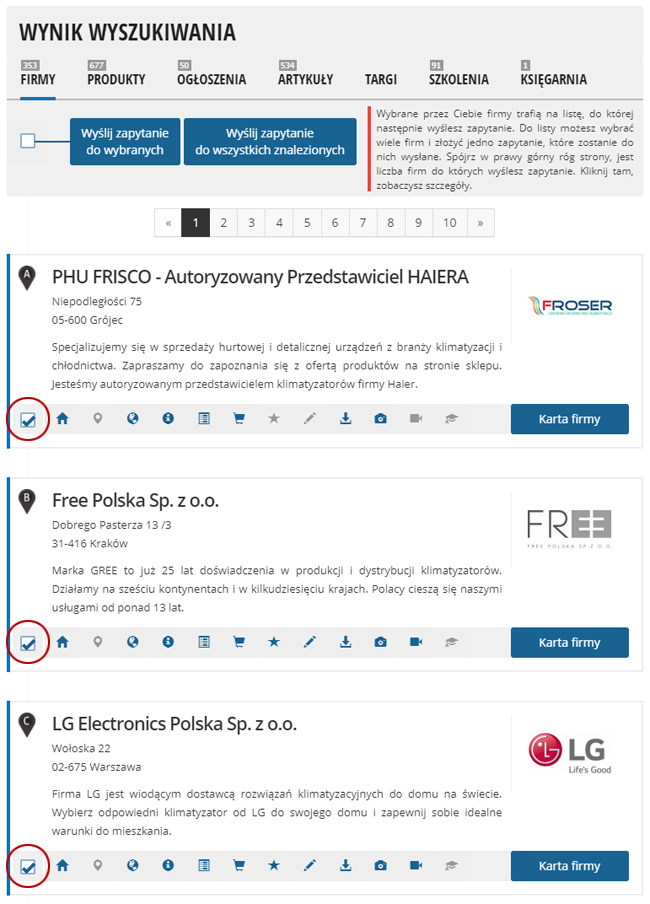
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
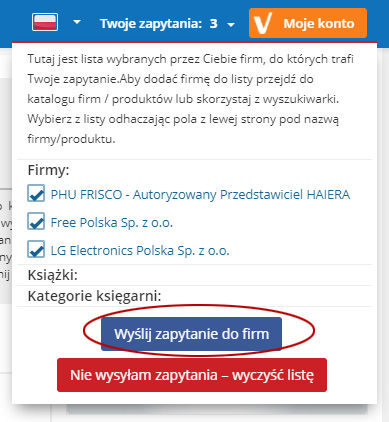
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
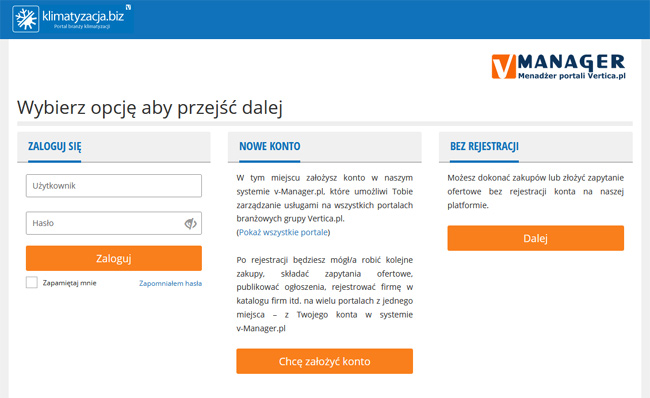
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
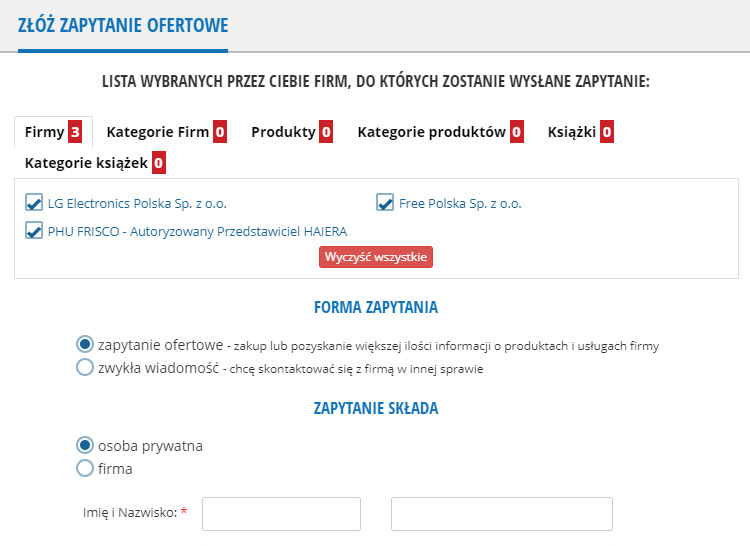
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.